|
|
 |
|
纺粘无纺布生产流程
 纺粘法无纺布历史简介: 美国是纺粘法技术发展最早,也是产销量最高的国家.20世纪80年代中期,美国纺粘法无纺布的年增长率曾达到20%。美国有影响的 无纺布 生产公司有 Kimberly-Cak公司、里梅( Reemay)公司、杜邦( Dupont)公司等。 西欧的纺粘法 无纺布 生产是于20世纪60年代末~20世纪70年代初开始的。英国的ICI公司、德国 freuden-berg公司、 Corovin公司和 Hoechst公司以及瑞士的 Fiberweb公司都是主要生产者。 日本于1973年正式开始进行纺粘法 无纺布 生产。旭化成、三井石油、尤尼吉卡和东燃石油化学公司于1975年全面投产。2005年,其生产能力达13.98万t 我国于1986年开始弓引进纺粘法生产技术和设备。在20世纪90年代初期还仅有3条生产线,生产能力只有3000/a。2003~2008年,先进生产线的国产化成功,使我国纺粘法得到了高速发展。 纺粘的基本工艺原理流程是 切片烘干→切片喂入→熔融挤压→纺丝→冷却牵伸→分丝铺网→纤网加固 一、切片烘千 经铸带切粒得到的高聚物切片通常都含有一定的水分,必须在纺丝前烘干除去。对于不含水的高聚物切片,如聚丙烯等不必烘干。 切片烘干的目的可归纳为以下三点。 (1)含水切片,如聚酯切片,在熔融时易水解,使相对分子质量下降,影响成丝质量。 (2)水在高温下汽化,可形成起泡丝,易造成纺丝断头或毛丝。 (3)含水的聚酯切片是无定形结构,软化点低,在螺杆的加料段容易软化粘结,造成环状粘结阻料现象,影响正常生产。 二、纺丝 纺粘法使用的纺丝设备和工艺与化纤纺丝的基本一致。主要设备和配件是螺杆挤压机和喷丝板。 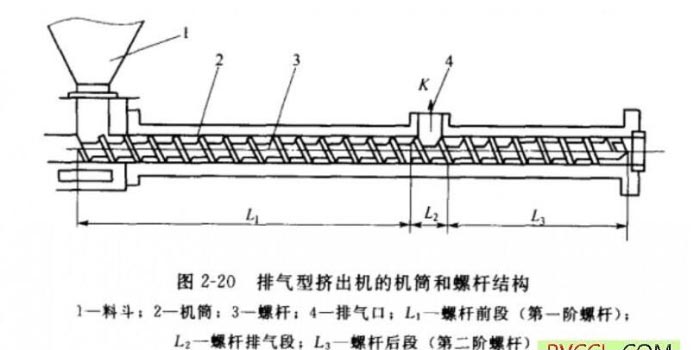 三、拉伸 刚成形的熔纺纤维(初生纤维)强力低,伸长大,结构极不稳定,因而不具备纺织加工所要求的性能,必须经过拉伸。 经过拉伸,初生纤维的低序区的大分子沿纤维轴向的取向度提高,同时伴有密度、结晶度等其他结构变化。取向度的提高,使纤维断裂强度显著增加,断裂伸长率下降,耐磨性和耐疲劳性也明显提高。 拉伸初生纤维的方式主要有罗拉式机械拉伸和气流拉伸两种。在纺粘法 无纺布 生产中,由于纺丝、拉伸、铺网、加固连续进行,要求拉伸在极短的时间内完成,采用罗拉式机械拉伸有一定困难难,而且在拉伸的同时,还要求对纤维进行空气冷却以防粘连。因此,在实际应用中,多采用气流拉伸或机械拉伸与气流拉伸相结合的方式拉伸,个别别的采用罗拉式机械拉伸。 四、分丝 所谓分丝是指将经过拉伸后的丝束分离成单丝状,以防止成网时纤维相互粘连或结。常用分丝方法有以下几种。 1.气流分丝法 2.机械分丝法 3.强制带电法 4.摩擦带电法 五、铺网 1.气流控制 2.机械控制 经拉伸、分丝后的长丝必须均匀匀地铺置到成网帘上。成网的关键是对长丝的运动进行控制,其控制方式主要有以下两种。 六、吸网 通过吸网可带走下吹气流,控制丝束反弹。为此,在成网帘下设有约20cm厚的垂直导流均风孔板,以防止逆向气流吹翻纤网。在纤网前进方向的吸风边界处设一对挡风轧辊,上辊直径较大,比较光洁,并设清洁刀防止缠辊,下辊直径较小,通常采用橡胶辊,以夹持纤网和成网帘。辅助吸风道直接吸入气流压网,以控制纤网贴附于成网帘上。 七、加固 加固是最后一道工序,通过加固使纤网具有一定强力、伸长等性能,以满足产品的要求。加固主要有以下几种。 1.自身粘合加固 2.热粘合加固 3.针刺加固 4.复合加固 添加时间:2018-12-12 浏览次数:14  上一个:没有了 下一个:纺粘无纺布 上一个:没有了 下一个:纺粘无纺布 |
|||||||
|
|
